Brand:
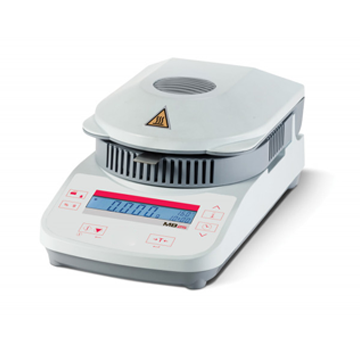
A Moisture Analyzer is a laboratory equipment that measures the moisture content in small samples. It analyzes the moisture in various samples including foods, plastics, woods, gaseous materials, petrochemical products, etc. The amount of moisture can significantly affect the quality and shelf life of the products
In many industries, due to excess moisture content in materials, the quality and durability of the material are hampered. It destroys the integrity and strength of the products. Excess moisture content in any sample can destroy the quality and other chemical properties of the product and reduce its strength. Due to the great impact of moisture on the physical and chemical properties of products, manufacturers have to consistently utilize the moisture analyzer.
The moisture analyzer manufactured by Testronix Instruments offers highly accurate test results. It is an easy-to-use equipment and provides the user with precise and consistent test results. Its halogen heating system distributes heat uniformly over the sample speeds up the drying process and helps in delivering fast and precise measurements.
Our laboratory is a precise tool for various industries including the food industry, beverage industry, pharmaceutical industry, chemical industry, etc. It helps industries to measure moisture content, quality control, shelf life, product optimization, etc.
Moisture analyzer works on the concept of Loss of Drying (LOD) in which the sample is measured before and after it dried. A sample is weighed first, then dried up using a heating element, and again weighed. There would be a weight loss due to a reduction of moisture content in the sample. In this way, the moisture content of a sample is directly proportional to the weight loss by it.
· Weigh the sample – The very first step is to weigh the sample and record the weight of the sample for further proceedings.
· Heat the sample – The sample is then heated to dry up. Depending on the analyzer, the heating element could be a halogen or infrared. The halogen analyzer is quick and efficient comparatively.
· Weigh the sample again – Once the sample is heated to a constant weight (and stops losing weight), the weight of the sample is again measured.
· Moisture measurement – By subtracting the final weight from the initial weight, the moisture content in a sample is measured.
Testronix moisture analyzer has a wide range of applications to measure the quantity of moisture in a sample. It can be used to determine the moisture content in solid, liquid, and gaseous materials. In the following industries, a moisture analyzer is used –
· Pharmaceutical – To determine the moisture content in medicines and drugs.
· Food and Beverage – Monitoring the moisture content in food items is critical as excess moisture in a portion of food can degrade its quality and taste.
· Oil and Gas – Moisture analyzers are used to monitor water content in oil and gas to ensure high-quality petroleum products. By analyzing the moisture quantity, industries can ensure an acceptable amount of moisture.
· Packaging Materials – The right amount of moisture in packaging items ensures product quality and increased shelf life.
Testronix offers a high-quality and precise moisture analyzer that accurately analyzes the moisture content in the samples and materials. Our analyzer works efficiently with a range of materials from food and beverages to pharmaceuticals. With the highest quality products and customer satisfaction, Testronix Instruments is a leading name in laboratory testing equipment. The following are the reasons that make Testronix your number-one choice –
- Follow the international standard in the manufacturing of the instruments
- We are a globally certified testing equipment manufacturer
- Our moisture analyzer precisely measures the moisture in solid, liquid, and gas
- Accuracy is our prime concern, our moisture analyzer provides accurate data and results
- We offer extensive support to our customers regarding the installation guide and maintenance
- We offer competitive prices and customized services as compared to the industries
Compact and light weight structure
Easy to use & User Friendly
Icon-driven menu navigation on the display.
Accurate test results computation on display
Provides Precise and consistent test results
Easy to set up
Halogen lamp for effective heating
Compliant to international test standards
Uniform heating system with In-built settings
Capacity 110g
|
Readability Moisture Content |
5 mg/0.05% |
|
Pan Size |
3.5 in (90 mm) |
|
Heater Type |
Halogen Lamp |
|
Communication |
RS232 (Included) |
|
Dimensions |
280 mm x 127 mm x 165 mm |
|
Display |
Backlit LCD |
|
Inuse cover |
Included |
|
Net Weight |
5 lb (2.1 kg) |
|
Power |
AC Power (Included) |
|
Shut-Off Criteria |
Timed; Manual; Automatic - Preset Weight Loss/Time |
|
Temperature Range |
50 °C ; 160 °C |
|
Units of Measurement |
Gram |
Get Best Price For
Moisture Analyzer

A moisture analyzer is used for measuring the moisture content in a sample. It analyzes the moisture quantity in various products including pharmaceuticals, food & beverages, chemicals, petroleum products, etc. By analyzing how much moisture a sample contains, industries can analyze their product quality, and shelf life, and can prevent product degradation with time. Every material can sustain a certain amount of moisture, so, the excess amount must be removed and a moisture analyzer assists in this.
Testronix Instruments offer the best quality moisture analyzer as per the customer's requirements. However, a few things to keep in mind while selecting an analyzer – • The sample type and the material being tested • Choose the correct size of the analyzer by knowing the sample size • The easiness of using the analyzer • Calibration of analyzer before a material is tested • Data accuracy must be checked before choosing an analyzer • The heating source of the analyzer; most industries prefer halogen as a heating element due to speed and efficiency
A moisture analyzer price varies from INR 65,000 to 1,50,000 Lacs based on the size, sensitivity, and heating source. A halogen moisture analyzer is more expensive than a standard analyzer because they are fast and accurate. The quality and precision of a moisture analyzer must take care of before purchasing an analyzer. Testronix offers the best quality product to precisely measure the moisture content in a sample.
Moisture analyzers are beneficial for industries in many ways – quality control of the products, accurately measuring moisture content, cost & time saving, improving the shelf life of products, etc. Various industries use moisture analyzers to deliver the best quality product to their customers by precisely determining the quantity of moisture in a sample. Instead of measuring moisture manually, an analyzer provides faster and more accurate results that save time.
Get Best Price For
Moisture Analyzer