Reviewed by Anurag Mishra (Sr. Technical Consultant)

Excess moisture can be an invisible culprit in degrading paper and board materials, especially in package use. As these materials take in too much water, their strength is lost, and their durability suffers—setting severe obstacles in protecting products against damage during shipping and storage.
To assess how paper-based products react to moisture, manufacturers look for an accurate yet simple process – Cobb testing, a well-established technique for determining water absorption capacity. The test is used to determine if a material will be able to retain its integrity under different environmental conditions.
In this article, we will dive into the working procedure of Cobb testing, its importance in quality control, and how it supports various industries in producing reliable, high-performing packaging solutions.
The Cobb test measures the moisture absorption of paper, paper boats, or corrugated cardboard by evaluating the water uptake using a specimen within a set duration, particularly 60 to 180 seconds. The Cobb value, measured in grams per square meter (g/m²), reflects the material's capacity to absorb and retain moisture.
Cobb tests are performed because paper and fireboard naturally attract and retain water molecules from their environment. This test is crucial for evaluating the material’s resistance to water penetration and measuring the amount of moisture absorbed by the fireboard’s surface.
Cobe Testing is essential for evaluating a material’s quality, typically in the paper and packaging industry. It evaluates a material's moisture uptake, which significantly affects its strength and longevity, particularly in high-moisture environments.
The Cobb test evaluates the amount of water a material takes in under standardized conditions. It is measured in grams per square meter. This test is particularly crucial in industries like packaging, printing, and construction, where moisture resistance directly impacts product reliability.
Ultimately, Cobb testing supports quality control, enhances product lifespan, and ensures compliance with industry standards.
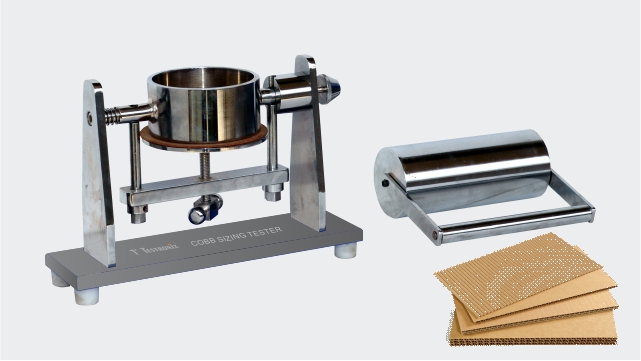
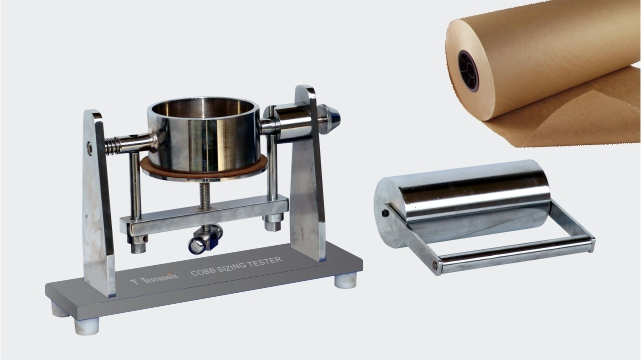
A Cobb sizing tester is a laboratory instrument to measure the water absorption capacity of paper, cardboard, and other sheet materials. It determines how much water a material can absorb over a specific period, typically expressed in grams per square meter (g/m²).
It is widely used in the paper and pulp industry as well as the packaging sector. The tester operates by determining the quantity of water absorbed by a sheet of paper under controlled conditions. The Cobb sizing test measures the water absorption capacity of paper or board within a specified time under standardized conditions.
To perform a Cobb size testing, prepare a specimen, determine its mass, place it under a cylinder, set it under the testing cylinder, pour water, secure it, and measure the water absorption after a defined period. Later, calculate the Cobb value.
Here are the steps to perform the Cobb Sizing Tester:
To calculate the Cobb value, start measuring the sample’s weight before and after water absorption. In the next step, calculate the absorbed water by taking the difference between the final and initial weights, then multiplying by a hundred to obtain the value in g/m².
The formula for calculating the Cobb Value is:
Cobb Value = (Weight of sample after testing - Weight of sample before testing)*100. The result is expressed in grams of water absorbed per square meter (g/m²).
The Cobb test assesses water absorption by immersing a sample for a fixed time and recording its weight gain.
The Cobb test is widely used across various industries to evaluate the water absorption capacity of paper, cardboard, and fiberboard materials. Here are some major applications explained below:
Cobb testing is essential in the packaging industry to assess the water absorption capacity of materials like fireboard, paperboard, and cartons. It ensures that packaging remains durable and resistant to moisture. It avoids structural weakness and product damage and minimizes shelf life, especially in humid or wet conditions.
Cobb testing is essential in the printing and publishing industry to evaluate a paper’s water absorption capacity. It ensures that the paper maintains its integrity and improves print quality. By controlling moisture absorption, Cobb testing helps produce durable books, newspapers, magazines, and high-quality printed materials.
In the textile industry, Cobb testing is used to evaluate the water resistance of paper-based textile packaging, labels, and tags. Ensuring low water absorption helps secure fabrics from moisture damage during storage and transportation. This test also aims to provide high-quality packaging materials for textiles.
Cobb testing is crucial in corrugated fiberboard manufacturing to evaluate water absorption, ensuring packaging durability in humid conditions. It helps manufacturers select materials with optimal moisture resistance, preventing structural weakening. This test ensures that fiberboard retains its strength, protecting goods during storage and transportation while maintaining packaging integrity.
In the electronics Industry, Cobb testing ensures that paper-based packaging materials provide proper moisture protection from sensitive components. Excessive water absorption can lead to degradation, short circuits, or malfunctioning of electronic devices. By measuring water resistance, manufacturers can select suitable packaging to improve product reliability and durability.
To ensure the durability and accuracy of the Cobb sizing tester, the following maintenance tips should be kept in mind so that the testing will be performed accurately and there will be no harm to the paper and packaging and other different industries. Here are some practices that need to take place for accurate Cobb Testing: