Reviewed by Anurag Mishra (Sr. Technical Consultant)

If you have even an iota of experience with the textile industry, then you know how vital color accuracy is. Whether it is shimmering red fabric or soft pastel pink, colors must remain consistent under all lighting conditions. This is where the Colour Light Box, also known as the Colour Matching Cabinet, steps in. Tests textile colors under various illumination conditions, ensuring what looks good in the showroom also looks good at home.
Have you ever bought a garment that looked absolutely incredible in the store? You got home, thinking, "Wait, this looks different?" The phenomenon is attributed to an event referred to as Metamerism; colors look different when exposed to various light sources. Not only is it an insignificant matter; it really affects the comfort and satisfaction of your customers. A difference in color could result in expensive returns and complaints. In the case of manufacturers, there should be a responsibility to minimize all such variations so that the colors appear accurately everywhere.
This brings us to the Colour Light Box as a color standardization hero.

In the rapidly changing industry of textiles, which is at par with cosmetics in terms of aesthetics, durability goes hand-in-hand with aesthetics. Color is no longer an acceptable quality parameter; instead, yarn strength, bursting strength, and pilling resistance are becoming increasingly indispensable quality parameters. The system developed and standardized in the Colour Light Box is well-suited to overcome issues such as Metamerism and meets the demands for consistency in the manufacturing process, which has become the order of the day in today's age of global competition, wherein it is no longer a choice but a necessity that your products meet the highest standards.
Color Light Box to the Rescue
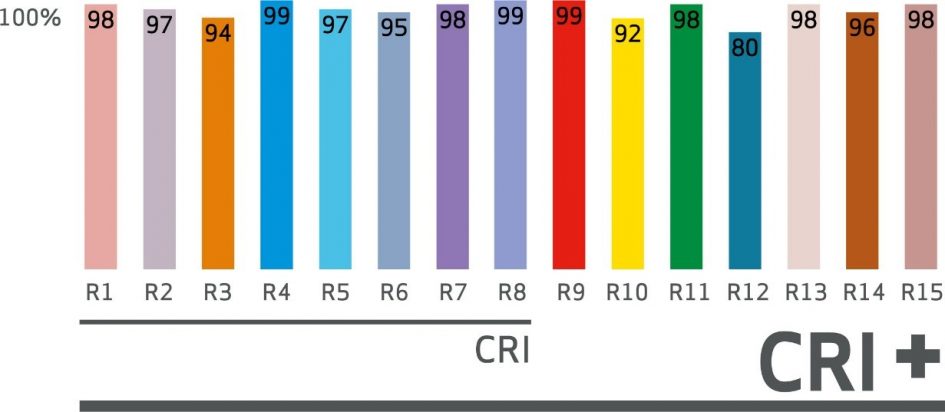
A Colour Light Box allows operators to view colors under several lighting conditions in one small space. These boxes contain various light sources such as daylight (D65), cool white fluorescent light, tungsten filament, and even UV light for simulating various environments. Whether your product will be seen by the naked eye under store lights, natural daylight, or indoor lighting, you can rest assured of color consistency.
Imagine your own "color inspector," ensuring no fabric leaves your factory looking dull or discolored.

Though a color light box is an absolute requisite in the textile industry, its benefit is not limited to the same. This tool helps standardize the colors of products in the paint, printing, and plastic industries, among others. The handy device is versatile enough to take on various materials, from fabrics and leather to rexine and synthetics, all without compromising on color quality.
Guidelines for getting the best results from color evaluation include the following: You should always run your color-matching analysis in a dark room where all direct natural and artificial rays of light cannot penetrate. This ensures that only the Colour Light Box influences your judgment, thereby allowing the best possible results.
The latest Colour Matching Cabinet from Testronix meets the high expectations of the textile industry. With multi light source cabinet, it delivers D65, and the UV light cabinet provides unparalleled accuracy in color evaluation. Whether leather, natural material, or synthetics, the Testronix device guarantees control of the quality of color at all times. For further information on how you can enhance your textile production process with a Colour Light Box, please do not hesitate to get in touch with our experts at Testronix.
Phone: +91 9313 140 140